May 13, 2024
Egoin Wood Group: Complete Solution to Maximize Wood Utilization in Next-Generation Cross Laminated Timber Production
By Aislinn Esterle
The Basque company chose a complete solution from System TM and Kallesoe Machinery for its state-of-the-art plant in Legutio, Spain. System TM’s contribution includes a separate grading line as well as a finger-jointing line for long workpieces to maximize wood utilization.
Over the last 15 years, the Egoin Wood Group has built a strong reputation in the structural timber industry, producing Cross Laminated Timber (CLT) and Glue Laminated Timber (GLT). With the new plant, they are doubling their capacity with a complete solution from HOMAG Group sister companies System TM and Kallesoe Machinery. “With the opening of Egoin Albertia, we are taking a decisive step towards consolidating our position in the wood construction sector, with a clear focus on the industrialisation and digitalisation of our processes,” says Unai Agirre, Managing Director. The Albertia plant in Legutio (Araba, Basque Country) is now the largest CLT plant in Southern Europe, producing structural timber components for the construction industry in radiata pine.
")


")
Photos by Egoin Wood Group
Seeds of success
The Egoin Wood Group has grown to become a market leader in advanced engineered wood technologies in Southern Europe, expanding into Continental Europe, the UK and beyond, since the seeds were planted as a family business in the 90’s. They now have over 30 years of experience in engineered wood solutions, from design and engineering to delivery and installation.
In 2023, Hasslacher Norica, a market-leading Austrian manufacturer of GLT and CLT, acquired a minority stake in Egoin and entered into a strategic collaboration that promises to bring innovation in high-volume production of mass timber elements, tall building construction and the opportunity to explore new markets.
Pioneering with KM Zero pine
Egoin is a pioneer in the CLT/GLT industry with extensive experience in both the private and public sectors on projects ranging from farmhouse renovations to multi-story office buildings. They are also at the forefront of sustainable production, using a holistic approach from sustainable forestry to the finished timber structure.
Since 2008, Egoin has adopted a KM Zero approach, where all wood fiber must be sourced within a 100 km radius of their mills. This strategy is directly aimed at reducing CO2 emissions in the construction sector, thus increasing the value of local forestry, especially radiata pine and other conifers sourced from sustainably managed forests in the Basque Country.
The System TM solution, which incorporates some of our most advanced technologies, delivered to Legutio’s outstanding CLT production facility, will help improve the utilization of valuable local raw wood.
Maximum use of wood and equipment
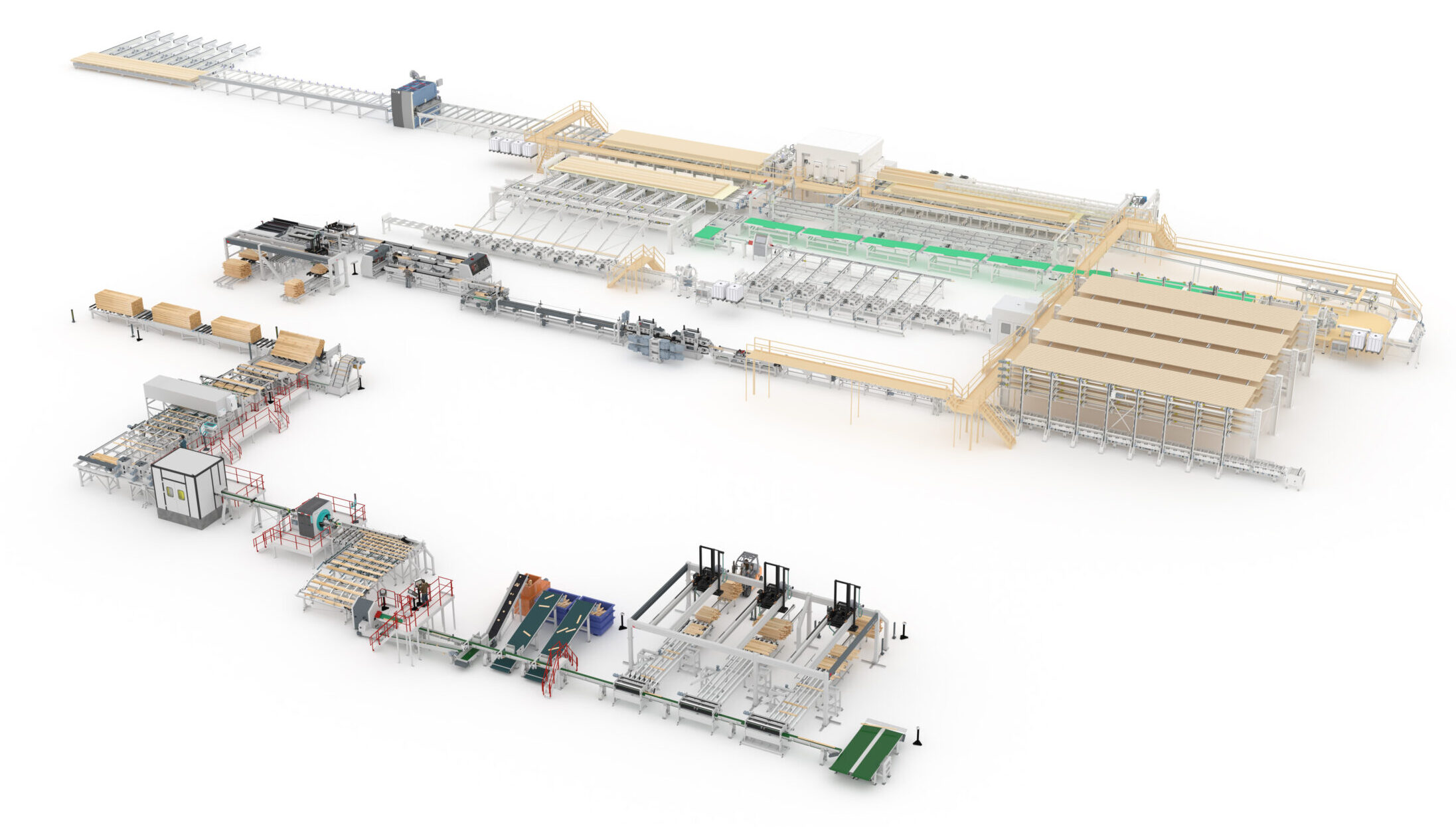
“Flexibility was an important factor in this project,” says System TM Area Sales Manager Peter Simonsen, adding that “the separate System TM Opti-Kap grading line can be used to produce CLT components, panels and beams”. It can be used in a completely independent way to grade and cut different qualities of wood, which can then be fed into a number of different production lines.
In addition, the Opti-Joint V-L vertical finger-jointing line, which is integrated seamlessly with Kallesoe’s HF (high frequency) press line, can be used to produce lamellas for roofing and roof components, GLT, CLT and timber framing. On the other hand, the workpieces can be fed to an Opti-Stack 9000 stacking system. This gives Egoin the flexibility to use its graded and finger-jointed lengths of consistent quality in its other CLT production line, guaranteeing maximum use of equipment and raw material. All this allows Egoin to work according to its principles and to make the best use of its precious and sustainable resources.
Cutting-edge quality control
The System TM Opti-Kap Solution produces finger-joint components for CLT and glue beam production. The focus is on strength grading to achieve the required strength and quality. It consists of an Opti-Feed 6000 Vack infeed, an Opti-Kap 3003 cross-cut saw and three Opti-Stack 3000 Vack stackers. The line starts with a pack roller conveyor that processes three packs at a time. When one pack is unloaded, the pack roller signals the next pack to enter the line. The layers are separated by a tilt hoist, with drying sticks collected separately. The workpieces are then separated by the unscrambler and transported to the feeding conveyor, which feeds them one at a time into the stud carrier.
Best-in-class grading technology
To achieve the best possible results in terms of quality and strength grading, the line includes a number of state-of-the-art measuring and scanning devices from MiCROTEC, including Goldeneye, Viscan, Warpscan and M3 Scan transversal. For optimal measurement and defect detection, workpieces are trimmed to obtain a clean cut before passing through a series of measurements. MiCROTEC’s Viscan strength grader identifies the MOE (Modulus of Elasticity) of the workpiece, then the Warpscan determines if it needs to be rotated before entering the moulder. The M3 Scan measures moisture. Workpieces with too much warp or too much moisture can be rejected via a reject gate. A Fifo Marking inkline is mounted to keep track of all workpieces by spraying a mark that triggers another check when it later passes through the Goldeneye scanner.
Precision cutting
The workpieces then move to a buffer conveyor before entering a moulding machine one at a time. They then proceed to the Goldeneye multi-sensor quality scanner, a best-in-class solution for strength grading at high production speeds. The workpiece data is sent to the Opti-Kap 3003 cross-cut saw, which cuts them according to the defect detection and optimization data from the scanner. Once the workpieces are cut, they are transferred to the sorting conveyor. Short offcuts are removed inside the saw unit, while long offcuts are kicked out by the first kicker on the sorting belt. The following two kickers are dedicated to different finger-joint cut lengths. All remaining workpieces of different grades and lengths are transported to three Opti-Stack 3000 Vack stacking machines, which automatically stack them. Once a pack is full, it is indexed forward on a pack outfeed chain and can be picked up by a forklift operator.




Photos by Egoin Wood Group
Consistent quality
The graded and optimized parts from the Opti-Kap line can now flexibly enter different production cycles within the Egoin production infrastructure. A logical step is their new System TM Opti-Joint solution, designed to obtain uniform parts of a given quality for CLT production. It comprises an Opti-Joint V-L vertical finger-jointing line with an Opti-Feed 3000 Vack automatic feeding system. High capacity, durability and precision are three key principles of this System TM Opti-Joint finger-jointing line, which starts with pre-sorted packs of different qualities placed on the two pack infeed chains.
A scissor lift raises the packs to a uniform height for the Opti-Feed 3000 Vack, which then picks up one layer at a time and places it on the infeed conveyor. The workpieces then enter the batch building system and are automatically transferred to the two shapers of the Opti-Joint V-L, which create the finger profile required for the jointing process. After glue and hardener are applied, the workpieces are transferred to the alignment station to ensure precise positioning. Thereafter, the workpieces enter a continuous press unit where they are pressed together to create a finger-jointed workpiece. Finally, they are transferred to a storage system, marking the beginning of Kallesoe’s HF press line in this production facility.
Complete solution for success
Using HOMAG Group members System TM and Kallesoe as partners for their project ensured a smooth project management process and minimized the coordination effort between all partners. “As long-standing collaborators, we have enough experience of working together to ensure a smooth process throughout,” says Peter Simonsen, adding that “by involving trusted partners such as MiCROTEC, we are able to deliver a complete solution”. Furthermore, “the open and accessible design of our machines, as well as the use of many standard components, gives our customers peace of mind,” explains Peter Simonsen, pointing out that it also saves time and money on maintenance.
“Within this new line, it is worth mentioning the new high frequency press with a production capacity of more than 42,000 m3 per year. This technological advance will allow us to offer products of the highest quality and meet market demands in an efficient and sustainable manner, taking another step towards excellence in production and innovation at CLT.”
– Unai Agirre, Managing Director at Egoin Wood Group
Follow us to get the latest updates:

![]()
![]()