July 11, 2024
On the cutting edge: New optimizing rip and cross-cut line for Algonquin
By Aislinn Esterle
With their new comprehensive System TM line, including planer infeed, rip scanner, automatic edge removal after the rip saw, cross-cut optimization in any width, cross-cutting and sorting, the Canadians are ready to make their mark.
When it came time to invest in new optimization technology, Algonquin did not hesitate: “Our collective experience, coupled with our professionalism, gave them the confidence to entrust us with this project,” says Jean-Luc Croteau, Area Sales Manager at System TM. “Given their previous experience with System TM, it was clear from the start that we were the best choice to fit the new project into the available space.”



Our expertise for your excellence
With over 60 years of experience in the secondary forest products industry, Moulures Algonquin Mouldings is a leading manufacturer of mouldings and wood components serving customers in North America, Europe and Asia. At their manufacturing facility in Mirabel, Quebec, Canada, they produce customizable, superior wood solutions designed to exceed their customers’ expectations. These include stair and staircase components, cabinet and kitchen components, baseboards and mouldings, decorative mouldings, chair rails and crown mouldings in species such as maple, oak, poplar, cherry and pine. Algonquin is one of the few companies that can produce moulding profiles and trim panels in high volumes. Their new System TM equipment will allow them to maintain their production volume for a long time to come.
Start-to-finish optimization
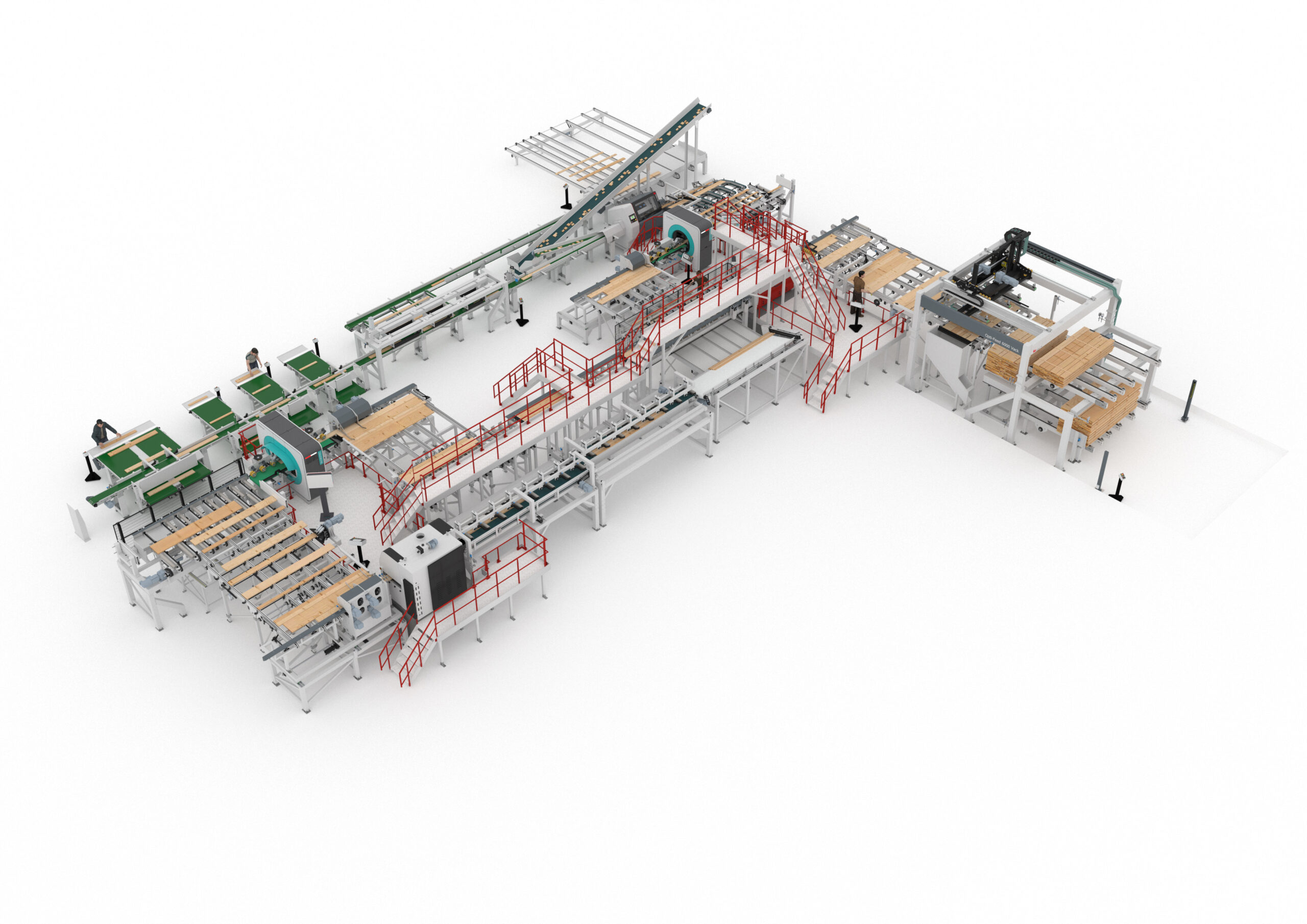
Optimized to fit in a compact space, the cross-cut line starts with an Opti-Feed 6000 Vack that destacks bundles to a planer infeed. There is an additional pack infeed conveyor above the lower conveyor that enables a pack to exit the line in the event of a production change. This allows for seamless material changes without having to remove the next bundle waiting to be destacked.
A batch feeder then prepares the batch for up to 18-inch width, with the flexibility to adjust to 24-inch batch width, leaving the option to upgrade the existing planer. As the batches come off the planer, they are transported to a MiCROTEC Woodeye Rip scanner with a random width feeder. The information from the scanner then determines the position of the moving fence on the rip saw feeder and the four moving blades of the rip saw. An automatic board turner can flip boards between the Woodeye Rip and the rip saw feeder based on the scanner’s decision. Workpiece positioning is optimized lengthwise and crosswise within the limits set for the rip saw. By considering all possible active strip widths based on active products, the optimization will maximize the value of the resulting products.
Best results – better impact
The parts are then transferred to a cross-chain conveyor and subsequently to the cross-cut scanner feeder. Before the parts enter the MiCROTEC Woodeye Crosscut scanner for further optimization, an operator ensures that they are properly oriented. The scanner feeder will process full random width materials from 1-inch to 8-inch wide in the same production. Finally, an Opti-Kap 5103 cross-cut saw cuts the parts according to the scanning data, after which a printer prints the grade or product dimension.
The use of MiCROTEC’s state-of-the-art scanning technology and System TM’s high-performance optimizing cross-cut saw ensures the best possible result in terms of yield and efficiency for the staff and wood resources of Algonquin. As a zero-waste company, they recover 100% of the wood fiber used in their production. By minimizing the amount of waste, they can further increase yield and wood utilization, with the direct result of a reduced cost per item and overall better resource efficiency. “We expect to improve productivity and reduce waste,” says Algonquin President Sebastien Grenier.
The key to success
“Versatility is one of the main benefits of this particular optimizing cross-cut line,” says Jean-Luc Croteau, adding that this gives Algonquin the ability to produce many different products in one plant, leading to improved productivity through more flexible production. Optimization in this factory line is based on the values set for each product, with the highest possible value determined for each board. For example, for material yield, the values are adjusted down between products to reduce the cost per unit produced. In addition, only a few operators are needed to monitor and operate the line, resulting in personnel savings. “It was important for us that this line can help us reach our efficiency objectives,” explains Sebastien Grenier.
Leading edge technology
Through the optimization of their equipment with System TM, Algonquin is ensuring that they remain a leader in their field. Their courage to continuously improve and evolve is driving their evolution towards becoming a Factory 4.0. “Our goal with this line is to be at the forefront of the technology in our industry worldwide,” emphasizes Sebastien Grenier. System TM is a competent partner for state-of-the-art production lines that are built and tested in our factory in Denmark. The Factory Acceptance Test (FAT) is a key element that contributes to the overall performance and gives our customers peace of mind. Serge Pilon who is the project manager at Algonquin experienced it as follows: “We are very satisfied about the way System TM provide us with all the continuous support needed. The FAT ensures us that our system is running the way we wanted.”
“Our goal with this line is to be at the forefront of the technology in our industry worldwide.”
– Algonquin President Sebastien Grenier
Follow us to get the latest updates:

![]()
![]()